El diseño de una planta industrial o un centro de distribución no puede basarse en la intuición. El método SLP, desarrollado por Richard Muther, sistematiza el diseño mediante una estructura lógica que minimiza el costo de manejo de materiales.
Los Cimientos: Los 5 Elementos P.Q.R.S.T.
Antes de trazar la primera línea, Muther establece que todo problema de distribución se basa en cinco datos fundamentales. Sin estos, el SLP carece de base técnica:
Qué se produce
Cuánto volumen
Proceso y flujo
Servicios auxiliares
Ritmo y plazos
Estructura del Método: Las 4 Fases
El SLP no ocurre de golpe; se desarrolla en un marco temporal que asegura que el diseño macro sea sólido antes de entrar al micro-detalle.
Se define el emplazamiento del área a organizar. No se trata solo de elegir un edificio, sino de entender cómo el entorno (muelles, vías de acceso) condicionará el interior.
Aquí se establece la relación entre departamentos. El resultado es un "diagrama de bloques" que ignora los detalles de máquinas individuales y se enfoca en el flujo global.
Se definen los puestos de trabajo, pasillos exactos, ubicación de racks y zonas de maniobra. Es el plano listo para la construcción o reubicación.
Planeación del movimiento físico. En Maquidamia enfatizamos que esta fase requiere un cronograma crítico para no detener la operación actual del cliente.
Procedimiento Técnico: El Flujo de Trabajo SLP
El núcleo del método consiste en integrar el flujo de materiales con la relación de actividades en un solo concepto espacial.
Análisis Producto-Cantidad (Diagrama P-Q)
Se realiza un análisis de Pareto (80/20). Los productos con alto flujo (A) requieren un diseño de "línea", mientras que los de bajo flujo (C) permiten una distribución por "proceso" o funcional.
Análisis del Flujo de Materiales
Se cuantifica el movimiento. Utilizamos el Diagrama de Recorrido o la Matriz Origen-Destino para identificar qué departamentos intercambian más carga física.
Diagrama de Relación entre Actividades (Matriz de Muther)
Hay relaciones que no son de flujo. Por ejemplo: "Las oficinas deben estar lejos del ruido de producción" o "Mantenimiento debe estar junto al almacén de repuestos". Se utiliza esta simbología estandarizada:
| Código | Significado | Color / Líneas |
|---|---|---|
| A | Absolutamente Necesaria | Rojo / 4 Líneas |
| E | Especialmente Importante | Naranja / 3 Líneas |
| I | Importante | Verde / 2 Líneas |
| U | Sin Importancia | Sin color / Sin líneas |
| X | No Deseable | Negro / Línea Zig-zag |
Del Diagrama al Plano: El Ajuste de Espacios
Una vez que sabemos qué debe estar cerca de qué (Diagrama Relacional), debemos añadir la realidad física: el espacio.
Determinación de Necesidades de Espacio
No solo es el área de la máquina o el rack. Se debe sumar el área de pasillos, áreas de mantenimiento y las zonas de seguridad (áreas de gravitación y evolución).
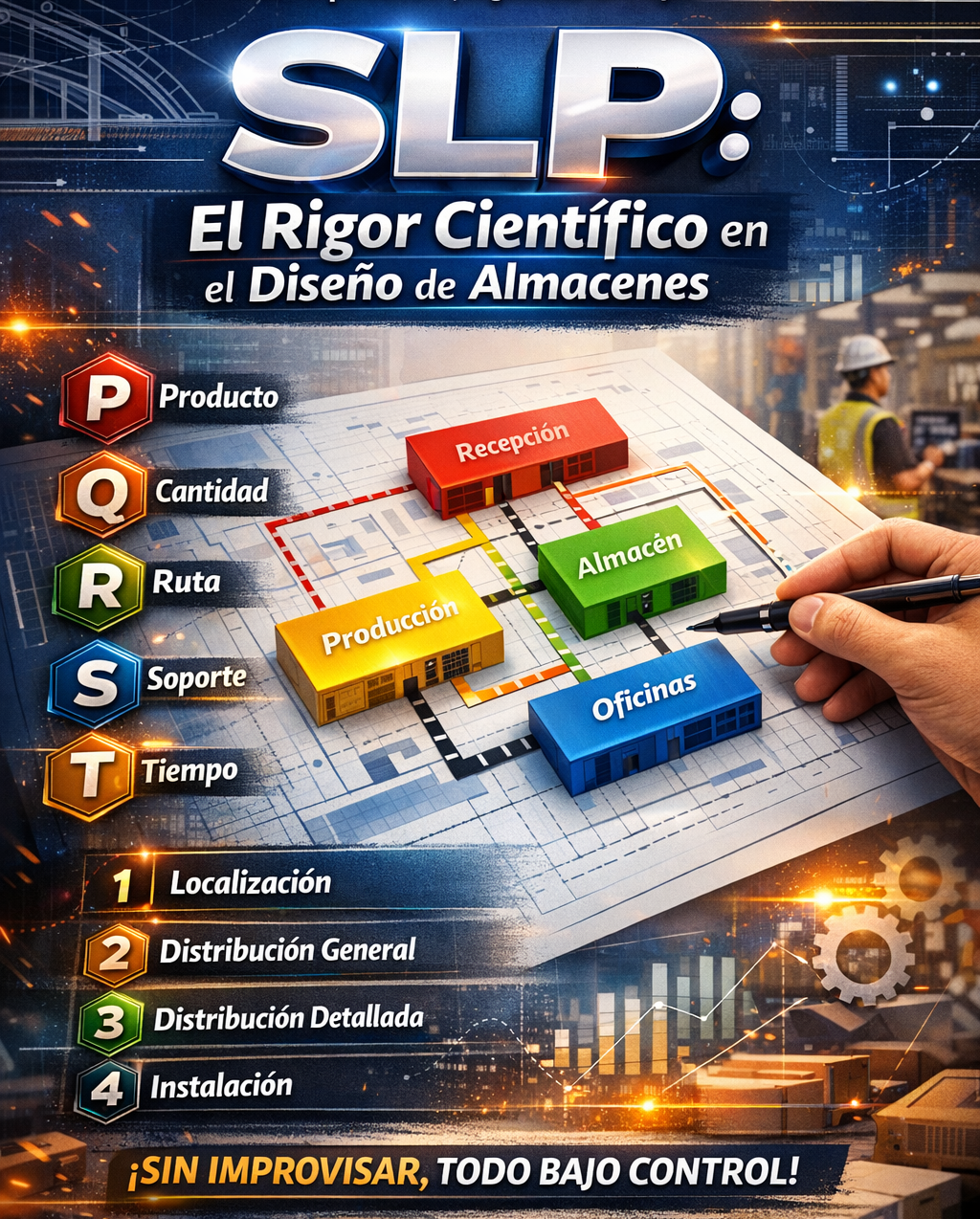
Diagrama Relacional de Espacios
Se ajusta el diagrama de hilos a bloques con dimensiones reales. Es un rompecabezas donde las limitaciones del edificio (columnas, desagües) actúan como restricciones del modelo.
Evaluación y Selección
El SLP genera alternativas. Se evalúan mediante Análisis de Factores Ponderados, comparando cada propuesta en términos de: flexibilidad, costo de inversión, facilidad de supervisión y flujo de seguridad.
¿Optimización o Intuición?
En Maquidamia aplicamos el rigor del método SLP de Richard Muther para que su CEDI deje de ser un depósito y se convierta en una ventaja competitiva.
Hablar con un Experto